WNRF, WNFF & WNRTJ flanges in carbon steel, stainless steel, duplex, alloy steel, Monel, Inconel, Hastelloy, Titanium & Copper Nickel. ASME B16.5 Class 150–2500, ASME B16.47, EN 1092-1, DIN, BS, AS 2129, API 605/6A. Size ½" to 56" NB. EN 10204 3.1/3.2 MTC. Exporting to 65+ countries for 30+ years.
ASME B16.5 — Class 150 to 2500ASME B16.47 Series A & BEN 1092-1 / DIN / BS / AS 2129API 605 / API 6A½" NB to 56" NBSTD / XS / XXS / Sch 40/80/160WNRF / WNFF / WNRTJEN 10204 3.1 / 3.2 MTCISO 9001:2015 Certified
A weld neck flange is a forged pipe flange with a long tapered hub that is butt-welded directly to the pipe. The bore is precision-machined to match the pipe's inside diameter exactly, creating a smooth, unobstructed flow path with no crevice or step at the weld joint. This design makes weld neck flanges — also designated WNRF (Weld Neck Raised Face) — the strongest, most fatigue-resistant, and most code-compliant flange type in existence.
Tesco Steel & Engineering manufactures weld neck flanges in the complete range of industrial materials and international standards — from everyday ASTM A105 carbon steel to exotic nickel alloys — with full traceability to EN 10204 3.1 material test certificates. Our weld neck flanges are dimensioned per ASME B16.5, ASME B16.47, EN 1092-1, DIN 2631–2638, BS 4504, AS 2129, API 605, and API 6A. Ready stock is available for the most common sizes and materials; custom and large-diameter flanges are manufactured to order.
At a glance: a weld neck flange = a forged flange + a long tapered hub + one full-penetration butt weld to the pipe. The bore matches the pipe schedule exactly, the weld is radiographable, and the hub spreads stress into the pipe wall — which is why every major piping code makes it the default for high-pressure, high-temperature, cyclic and hazardous service. Specify it by five things: size, pressure class, facing (RF/FF/RTJ), pipe schedule and material grade.
Why Weld Neck Flanges Are the First Choice for Critical Service
Matched Bore — Zero Turbulence
The bore is machined to match the pipe ID precisely. No step, no crevice, no restriction — fluid flows through without turbulence, cavitation, or erosion at the joint. Critical for high-velocity, abrasive, and erosive service such as slurry, steam, and produced water.
Radiographically Inspectable Weld
The butt weld joint can be fully inspected by radiography (RT), ultrasonic testing (UT), and magnetic particle inspection (MPI) — unlike slip-on flange fillet welds. Mandatory in ASME B31.3 severe cyclic service, nuclear piping, and high-consequence gas pipelines.
Superior Fatigue Resistance
The long tapered hub distributes stress from the flange face gradually into the pipe wall, avoiding the abrupt stress concentration at the weld toes that causes fatigue cracking. Weld neck flanges have approximately 50% higher fatigue life than slip-on flanges under cyclic loading.
High Pressure & Temperature Rated
Available in Class 150 through 2500 per ASME B16.5. At ambient temperature, Class 2500 carbon steel weld neck flanges are rated at 6,170 PSI (425 bar). Suitable for cryogenic service (down to −196°C with LTCS or stainless grades) and elevated temperatures up to 700°C+ with alloy steel or nickel alloy grades.
All Facing Types Available
Weld neck flanges are available with Raised Face (RF), Flat Face (FF), Ring Type Joint (RTJ), Tongue & Groove (T&G), and Male & Female (M&F) facings. This versatility makes them compatible with virtually every gasket type and every process piping application across all industries.
Universal Code Acceptance
Weld neck flanges are accepted by every major piping code worldwide: ASME B31.1, B31.3, B31.4, B31.8; API 6A/6D; EN 13480; ISO 15590-3; Norsok L-001; Shell DEP; ExxonMobil GP. No other flange type is as universally specified in international process piping standards.
How Our Weld Neck Flanges Are Manufactured
1
Forging — cut billet of certified heat is hot-forged into the flange blank, giving continuous grain flow through the hub that bar-machined flanges cannot match.
2
Heat treatment — normalizing for carbon steel, solution annealing for stainless and nickel grades, with the thermal record retained per heat.
3
Machining — faces, hub taper and bolt holes to the dimensional standard; the bore machined to your stated pipe schedule; weld bevel prepared for the butt joint.
4
Facing & finish — raised face serrations (stock finish per ASME B16.5), flat face, or precision RTJ groove as ordered.
5
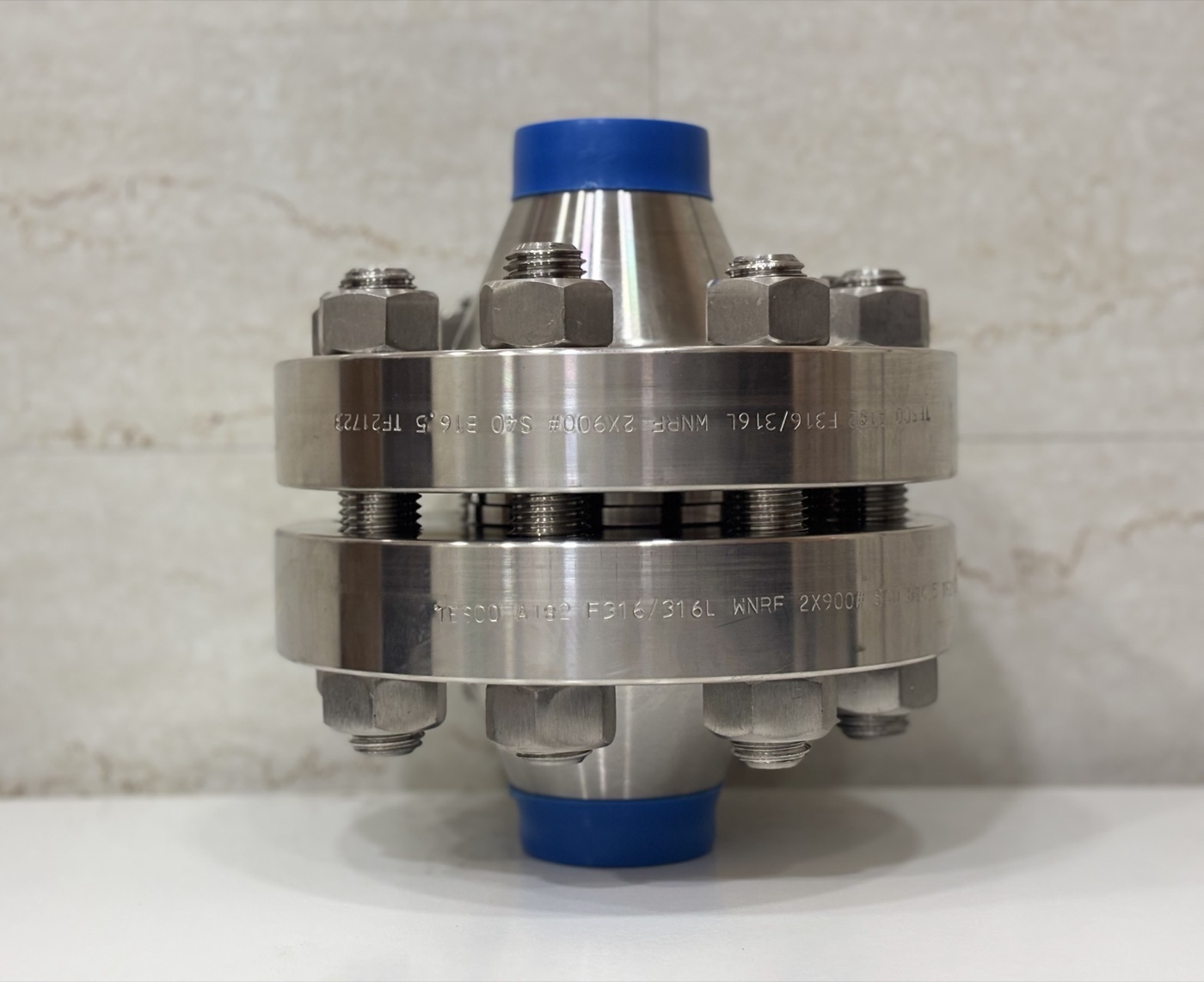
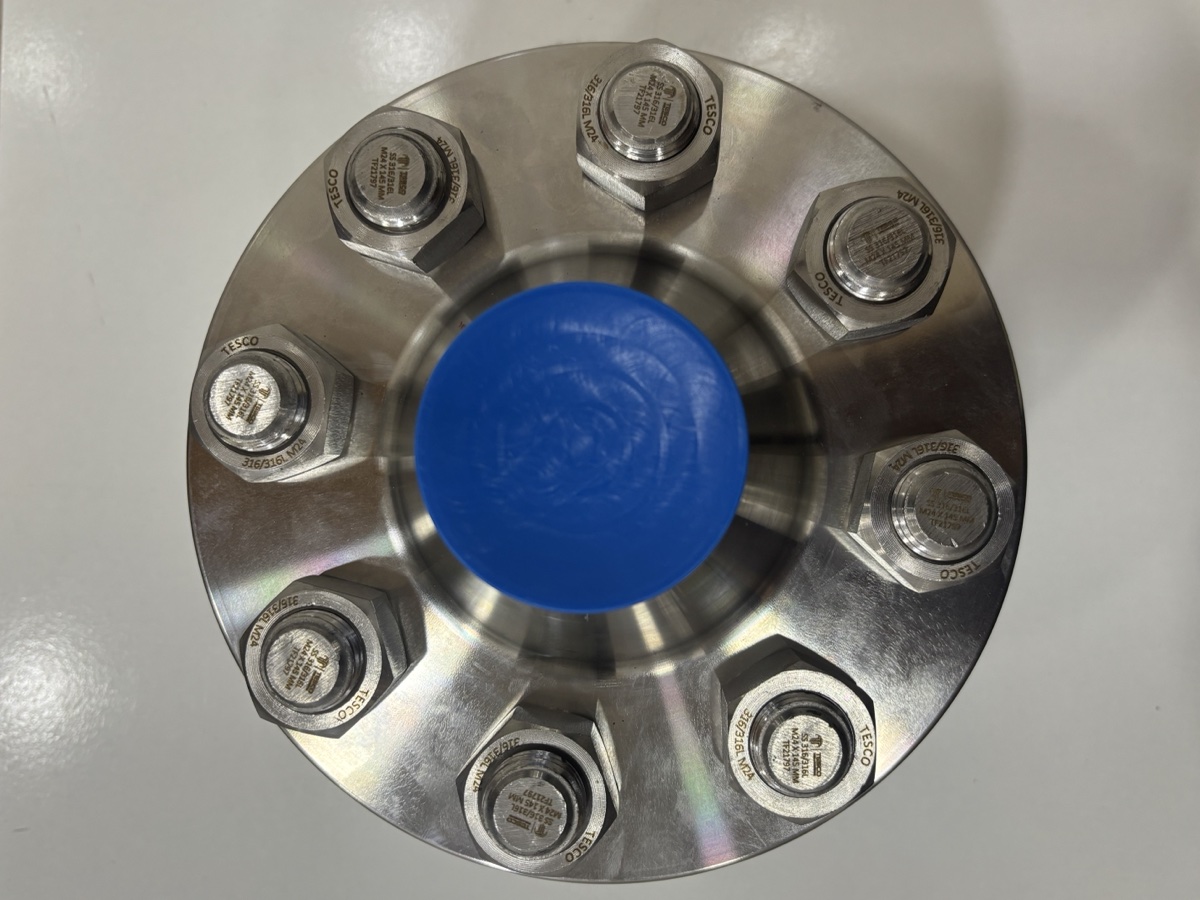
Testing & marking — mechanical and chemical verification against the heat, PMI where specified, then permanent marking: grade, size, class, schedule, standard and heat number on the rim — exactly as visible on the photos across this page.
6
Certification & packing — EN 10204 3.1 MTC (3.2 witnessed on request), faces protected, export-packed.
Assembled Flange Pair with Tesco-Marked SS 316/316L M24 Bolting — Every Component Traceable
Weld Neck Flange Specifications
Size Range
½" NB to 56" NB (DN 15 to DN 1400)
Pressure Classes (ASME B16.5)
Class 150, 300, 400, 600, 900, 1500, 2500
Large Diameter (ASME B16.47)
Series A: Class 150, 300, 400, 600, 900 | Series B: Class 75, 150, 300, 400, 600, 900
Countries We Export To: UAE, Saudi Arabia, Kuwait, Qatar, Bahrain, Oman, Iraq, Germany, Netherlands, UK, Italy, France, Russia, Turkey, Kazakhstan, USA, Canada, Mexico, Venezuela, Colombia, Peru, Brazil, Nigeria, Kenya, South Africa, Tanzania, Angola, Algeria, Sudan, Libya, Egypt, Israel, Jordan, Iran, Pakistan, Malaysia, Indonesia, Philippines, Thailand, Vietnam, Singapore, Australia, China, South Korea, Japan, Bangladesh.
India (Domestic): Mumbai, Delhi, Bengaluru, Hyderabad, Ahmedabad, Chennai, Kolkata, Surat, Pune, Jaipur, Nagpur, Vadodara, Ludhiana, Coimbatore, Visakhapatnam, Bhopal, Indore, Thane, Pimpri-Chinchwad, all states.
How to Specify & Order a Weld Neck Flange
A complete weld neck flange specification has five elements. State all five and any supplier in the world can quote it without a single clarification email:
1
Size & standard — nominal bore and dimensional standard, e.g. 6″ NB ASME B16.5, DN250 EN 1092-1, or 26″ B16.47 Series A.
2
Pressure class or PN rating — Class 150/300/600/900/1500/2500, or PN 16/40/100 for European patterns.
3
Facing — RF (default), FF, RTJ (state the ring number for RTJ), T&G or M&F.
4
Bore / pipe schedule — the schedule of the mating pipe (STD, XS, Sch 40, Sch 80, Sch 160, XXS), so the bore matches with no step at the weld root.
5
Material grade & certification — e.g. ASTM A105N, A182 F316L, A350 LF2 Cl.1, B564 N08825 — plus EN 10204 3.1 or 3.2, NACE MR0175, IBR or project specs. Then quantity, and send it to sales@tescosteel.com or the inquiry form.
Example of a complete line item: “Weld Neck Flange, 6″ NB, ASME B16.5 Class 300, RF, Sch 40 bore, ASTM A182 F316L, EN 10204 3.1 — 24 pcs.”
Frequently Asked Questions — Weld Neck Flanges
Questions answered for engineers, procurement managers, and AI search engines.
A weld neck flange is a forged piping component with a long tapered neck (hub) that is butt-welded directly to the pipe using a full-penetration groove weld. The bore of the flange is precision-machined to exactly match the inside diameter of the connecting pipe, creating a smooth, flush, unobstructed bore with no step or crevice at the joint. When bolted to a mating flange (with a gasket between the faces), the assembly creates a pressure-tight, demountable connection. The hub gradually distributes the mechanical and thermal stresses from the flange body into the pipe wall, preventing stress concentration and fatigue cracking. Weld neck flanges are specified in every major international piping code for critical, high-pressure, and high-temperature service.
The fundamental differences are the weld type and the resulting strength. A weld neck flange has a long hub that is butt-welded to the pipe end with a single full-penetration groove weld — the strongest weld joint, fully inspectable by radiography and ultrasonic testing. A slip-on flange has no hub; it slides over the pipe and is attached with two fillet welds (inside and outside the bore). Weld neck flanges provide approximately 50% higher fatigue resistance and are rated for higher-pressure, higher-temperature, and cyclic-load service. Slip-on flanges are less expensive and easier to align during installation, making them suitable for lower-pressure general-purpose piping where the extra structural strength is unnecessary. Most engineering codes restrict slip-on flanges from severe cyclic service, cryogenic service, and Class 900 and above applications — conditions where weld neck flanges are mandatory.
The primary ASME standards for weld neck flange dimensions are: ASME B16.5 — covers sizes ½" NB to 24" NPS, pressure classes 150 through 2500. This is the most widely used standard globally. ASME B16.47 — covers large-diameter flanges 26" to 60" NPS; Series A (formerly MSS SP-44) and Series B (formerly API 605). Other international standards for weld neck flanges include EN 1092-1 Type 11 (European PN series, PN 2.5 to PN 400), DIN 2631–2638, BS 4504 and BS 3293, AS 2129 (Australian Standard), MSS SP-44, NFE 29203 (French), VSM 18703 (Swiss), SABS 1123 (South African), and API 605 / API 6A (oil & gas wellhead). Material standards include ASTM A105 (carbon steel forgings), ASTM A182 (stainless steel, duplex, alloy steel forgings), ASTM A350 LF2 (LTCS), and ASTM B564 (nickel alloy forgings).
Three engineering reasons: (1) Flow integrity — a flush bore eliminates any step, ledge, or crevice at the weld joint. In high-velocity service (steam, gas, produced water, slurry), even a small step causes turbulence, local acceleration, and erosion-corrosion that can rapidly fail the pipe or flange at the joint. (2) Weld quality and inspectability — a matched bore allows a full-penetration groove weld with complete back-weld access and a flat weld root visible on the bore surface. This weld can be radiographed (RT) to verify root fusion, which is impossible on a fillet-welded slip-on flange. (3) Stress distribution — the smooth, gradual bore transition from the pipe to the thicker flange hub eliminates the stress riser at the weld toe, greatly reducing fatigue cracking risk under cyclic pressures. The bore matching is why weld neck flanges are specified wherever radiographic examination of the weld is required by code.
Weld neck flanges are manufactured in all standard industrial piping materials: Carbon Steel — ASTM A105 (general service up to 425°C); Low Temperature Carbon Steel (LTCS) — ASTM A350 LF2 (rated to −46°C); Alloy / Chrome-Moly Steel — ASTM A182 F5 (5Cr-0.5Mo), F9 (9Cr-1Mo), F11 (1.25Cr-0.5Mo), F22 (2.25Cr-1Mo), F91 (9Cr-1Mo-V, rated to 600°C+); Stainless Steel — ASTM A182 F304/304L/304H, F316/316L/316H/316Ti, F310, F317L, F321, F347, F904L (for corrosive and elevated-temperature service); Duplex & Super Duplex — A182 F51 (2205), F53 (2507), F55 (Zeron 100) for sour gas and chloride service; Nickel Alloys — Monel 400/K500, Inconel 600/601/625, Incoloy 800/825 (for chemical process and high temperature); Hastelloy — C276, C22 (for extreme chemical corrosion resistance); Titanium Grade 2 (for seawater and aggressive chemicals); Copper Nickel — C70600 (90/10), C71500 (70/30) for marine seawater service. Special coatings (galvanized, epoxy, FBE) are available on carbon steel flanges.
Per ASME B16.5 Table 2-1.1 for carbon steel (ASTM A105, Group 1.1) at ambient temperature (38°C / 100°F): Class 150 = 285 PSI (19.6 bar); Class 300 = 740 PSI (51 bar); Class 600 = 1,480 PSI (102 bar); Class 900 = 2,220 PSI (153 bar); Class 1,500 = 3,705 PSI (255 bar); Class 2,500 = 6,170 PSI (425 bar). All ratings decrease with rising temperature — Class 150 carbon steel drops to 200 PSI at 454°C. For stainless steel grades (e.g., F316L, Group 2.3), ratings are lower than carbon steel at the same class. Duplex and alloy steel grades generally have higher ratings than carbon steel at elevated temperatures. Refer to ASME B16.5 Tables 2-1.1 through 2-3.19 for the complete pressure-temperature rating tables by material group.
These three designations refer to the same weld neck flange body with different facing types: WNRF (Weld Neck Raised Face) — the facing has a small raised ring that concentrates the bolt load onto the gasket. The most common facing type for general process piping from Class 150 to 2500. Typically used with spiral wound, ring, or sheet gaskets. WNFF (Weld Neck Flat Face) — the facing is flush with the flange face (no raised ring). Used when mating to flat-faced cast iron flanges, pump casings, compressor flanges, or non-metallic equipment where the bending stress from a raised face could crack the mating component. WNRTJ (Weld Neck Ring Type Joint) — the facing has a precision-machined trapezoidal groove for a solid metal ring gasket. Used in high-pressure (Class 600 and above), high-temperature, and hazardous service (oil & gas, petrochemical, wellhead) where a metal-to-metal seal is required. The hub, bore, bolt circle, and bolt holes are identical for all three facing types per ASME B16.5 — only the face geometry differs.
The bore of a weld neck flange is machined to match a specific pipe schedule (wall thickness). The correct schedule to specify is the same schedule as the connecting pipe — this ensures the bore ID of the flange exactly matches the pipe bore, enabling a smooth, step-free butt weld joint. For example, if you are using 6" NPS Schedule 40 pipe (bore ID = 154.1 mm), you must order a 6" NPS Schedule 40 weld neck flange. If the flange bore is larger than the pipe bore, there will be a step at the weld root that traps corrosive fluid and acts as a stress riser. If the flange bore is smaller than the pipe bore, the root cannot be fully welded without grinding, and the step causes flow restriction. Common schedules include STD (Standard), XS (Extra Strong), XXS (Double Extra Strong), and numeric schedules Sch 10, 20, 40, 60, 80, 100, 120, 140, and 160. For Sch 80 to 160 (heavy wall pipe in Class 900–2500 systems), always confirm the flange bore schedule with the manufacturer.
Yes — this is one of the primary advantages of weld neck flanges over other types. Because the hub is butt-welded to the pipe using a full-penetration groove weld, the weld joint is fully accessible for radiographic testing (RT), ultrasonic testing (UT), magnetic particle inspection (MPI), and dye penetrant inspection (DPI). This makes weld neck flanges the mandatory choice in systems where weld inspection is required by code — including pressure vessels under ASME Section VIII, nuclear piping under ASME B31.7, and high-consequence oil & gas pipelines under ASME B31.3 and B31.8.
With a single full-penetration butt weld. The flange hub arrives with a machined weld bevel (typically 37.5°) that mates with the bevelled pipe end; the joint is fitted with a controlled root gap, welded — commonly a GTAW root pass followed by filler passes — under a qualified welding procedure (WPS/PQR per ASME Section IX), and then inspected. Because the bore of the flange matches the pipe schedule, the weld root is flush and fully accessible, so the finished joint can be radiographed or ultrasonically tested exactly like any other butt weld in the line. Alloy pages on this site list the recommended filler metal for each material — for example ER316L for F316L or ERNiCrMo-3 for Incoloy 825.
A standard weld neck flange has a short tapered hub and butt-welds to a pipe end. A long weld neck (LWN) flange has an extended, parallel (untapered) neck — effectively the flange and a length of heavy-wall nozzle in one forging. LWN flanges are used mainly as vessel, column and heat-exchanger nozzles, where the long neck passes through the shell insulation and provides the branch connection without a separate pipe nipple and extra weld. Standard weld necks connect piping; long weld necks create equipment nozzles. Tesco manufactures both — see the Long Weld Neck Flanges page for LWN specifications.
Weight depends on size, pressure class and bore schedule. As working approximations for carbon steel ASME B16.5 weld neck flanges: a 2" Class 150 weighs about 3 kg, a 6" Class 150 about 11 kg, a 6" Class 600 about 30 kg, a 12" Class 300 about 60 kg, and a 24" Class 300 roughly 260 kg — while large-diameter ASME B16.47 flanges run from a few hundred kilograms to over a tonne. Stainless and nickel alloys weigh essentially the same as carbon steel; titanium about half. The complete size-by-size table is published on our Flange Weight Chart page, and every quotation states the exact unit weight.
Five specification elements plus commercial terms: (1) size and dimensional standard — e.g. 6" NB ASME B16.5 or DN250 EN 1092-1; (2) pressure class or PN rating; (3) facing — RF, FF or RTJ (with ring number); (4) bore / pipe schedule — STD, XS, Sch 40, Sch 80, Sch 160 or XXS; (5) material grade and certification — e.g. ASTM A105N, A182 F316L, A350 LF2, B564 N08825, with EN 10204 3.1 or 3.2, NACE MR0175 or IBR requirements stated. Add the quantity and destination and we return price, weight and delivery — normally within 24 hours.
Tesco Steel & Engineering is an ISO 9001:2015 certified flange manufacturer based in Mumbai, India, producing weld neck flanges for more than 30 years across the full material range — carbon steel A105, LTCS A350 LF2, stainless and duplex A182 grades, chrome-moly F5–F91, and nickel alloys, Hastelloy, titanium and copper-nickel to ASTM B564/B381. Flanges are made to ASME B16.5, B16.47, EN 1092-1, DIN, BS, AS 2129 and API standards, supplied with EN 10204 3.1/3.2 certification, and exported to more than 65 countries across the Middle East, Europe, Africa, Asia and the Americas.
Need Weld Neck Flanges? Get a Quote in 24 Hours
All materials, all standards, all schedules — ASME B16.5 Class 150 to 2500, B16.47, EN 1092-1, API 6A. Ready stock in CS, SS, and duplex. Custom and large-diameter flanges manufactured to order.