Alloy 20 Weld Neck Flanges — UNS N08020 / Carpenter 20 (2.4660)
Tesco Steel & Engineering forges Alloy 20 weld neck flanges — UNS N08020, Werkstoff Nr. 2.4660, the Fe-35Ni-20Cr alloy with deliberate copper, molybdenum and niobium known as Carpenter 20 / 20Cb-3 — to ASTM B462, from 1/2″ NB to 60″ NB in ASME B16.5 Class 150–2500, B16.47 and European PN patterns. The alloy was purpose-built for sulphuric acid across the 10–98% concentration range: copper holds the passive film where stainless loses it, 32–38% nickel defeats chloride stress corrosion cracking, and niobium stabilization keeps every weld immune to intergranular attack. Solution annealed, welded with ER320LR, supplied with IGC ASTM A262, PMI and EN 10204 3.1/3.2 on request. ISO 9001:2015, made in Mumbai, India — exported worldwide.
Alloy 20 · UNS N08020 · 2.4660
Carpenter 20 · 20Cb-3
ASTM B462 / ASME SB-462
Sulphuric Acid 10–98%
Chloride SCC Immune · Nb-Stabilized
1/2″ – 60″ NB · Class 150–2500
ISO 9001:2015 · Exported Worldwide

Alloy 20 Weld Neck Flange — UNS N08020 / 2.4660, ASTM B462
What is an Alloy 20 Weld Neck Flange?
Alloy 20 (UNS N08020 / 2.4660, trade names Carpenter 20, 20Cb-3) is the iron-nickel-chromium alloy purpose-built in the 1950s for one enemy: sulphuric acid. Its 3–4% copper stabilizes the passive film across roughly the 10–98% concentration range where stainless steels dissolve; its 32–38% nickel defeats chloride stress corrosion cracking; and its niobium stabilizer keeps welds immune to intergranular attack. An Alloy 20 weld neck flange pairs that chemistry with a long tapered hub butt-welded to the pipe, bore matched to schedule, joint fully radiographable — forged to ASTM B462.
The alloy sits deliberately on the stainless/nickel-alloy border: specified under ASTM's B-series like the nickel alloys, yet fabricating and pricing closer to a super austenitic. That border position is its commercial logic — when 904L needs more margin and Hastelloy money isn't justified, Alloy 20 is the named answer on the acid plant's line list.
Also searched as: Carpenter 20 flange, 20Cb-3 flange, UNS N08020 flange, 2.4660 flange, WP20CB flange, Nicrofer 3620Nb flange, NiCr20CuMo weld neck flange — all refer to the product on this page.
Alloy 20 Chemical Composition (UNS N08020 / ASTM B462)
| Element | Min % | Max % | Role in Alloy Performance |
|---|
| Iron (Fe) | Balance | Balance | Matrix metal; austenite former; cost-effective base vs. pure Ni alloys |
| Nickel (Ni) | 32.0 | 38.0 | Core corrosion resistance in reducing acids, H₂SO₄, and chloride environments |
| Chromium (Cr) | 19.0 | 21.0 | Oxidation and oxidising acid resistance; contributes to passive film stability |
| Copper (Cu) | 3.0 | 4.0 | Key element — reduces corrosion rate in H₂SO₄ across 10–98% concentration range |
| Molybdenum (Mo) | 2.0 | 3.0 | Improves pitting and crevice corrosion resistance; enhances reducing acid performance |
| Niobium (Nb) | 8×C min | 1.00 | Stabiliser — forms NbC carbides, prevents sensitisation and intergranular corrosion in welds |
| Carbon (C) | — | 0.07 | Low carbon reduces susceptibility to sensitisation; Nb stabilises residual C |
| Manganese (Mn) | — | 2.00 | Austenite stabiliser; deoxidiser |
| Silicon (Si) | — | 1.00 | Deoxidiser; minor corrosion resistance contribution at high temperatures |
| Phosphorus (P) | — | 0.045 | Controlled low; can cause hot cracking if elevated |
| Sulphur (S) | — | 0.035 | Controlled low; prevents hot cracking during welding |
Alloy 20 Mechanical Properties (UNS N08020 — Annealed)
| Property | Value (Min / Typical) | Standard |
|---|
| Tensile Strength (UTS) | ≥ 551 MPa (80 ksi) | ASTM B462 / ASME SB-462 |
| 0.2% Proof Stress (YS) | ≥ 241 MPa (35 ksi) | ASTM B462 |
| Elongation | ≥ 30% (in 50 mm) | ASTM B462 |
| Hardness (Brinell) | ≤ 217 HB (typical) | ASTM E10 |
| Density | 8.08 g/cm³ | — |
| Melting Range | 1357–1412 °C (2475–2573 °F) | — |
| Modulus of Elasticity | 196 GPa (28.4 × 10⁶ psi) | — |
| Thermal Expansion (20–100°C) | 14.8 μm/m·°C | — |
| Thermal Conductivity (at 100°C) | 12.5 W/m·K | — |
The mandatory solution anneal — 1066–1121 °C with rapid quench per ASTM B462 — is documented on every certificate.
Alloy 20 International Equivalent Grades
| Trade Name | UNS | Werkstoff Nr. | ASTM (Forgings) | ASTM (Fittings) | AFNOR | EN |
|---|
| Alloy 20 / Carpenter 20 / Incoloy 20 / Nicrofer 3620Nb | N08020 | 2.4660 | ASTM B462 (F20) | ASTM B366 (WP20CB) | Z2NCUD31-20AZ | NiCr20CuMo |
System partners: ASTM B729 seamless pipe, B366 WP20CB butt-weld fittings and B463 plate. On the acid ladder: 904L below, Incoloy 825 beside, Hastelloy C276 above.
Alloy 20 Weld Neck Flange Specifications
| Alloy 20 (UNS N08020) Weld Neck Flanges — Complete Range |
|---|
| Material Standard | ASTM B462 / ASME SB-462 (Forgings, UNS N08020) · ASTM A182 Grade F20 · DIN 2.4660 |
| Dimensional Standards | ASME B16.5 · ASME B16.47 Series A (MSS SP-44) & Series B (API 605) · DIN EN 1092-1 · BS 4504 · JIS B 2220 |
| Size Range | ½″ NB to 60″ NB (DN 15 to DN 1500) |
| Pressure Classes (ASME) | Class 150, 300, 400, 600, 900, 1500, 2500 |
| Pressure Ratings (DIN/EN) | PN 6, PN 10, PN 16, PN 25, PN 40, PN 64, PN 100, PN 160, PN 250, PN 320, PN 400 |
| Schedule / Wall Thickness | SCH 10, 20, 40, STD, 80, XS, 100, 120, 140, 160, XXS |
| Face Types | Raised Face (RF / WNRF) · Flat Face (FF) · Ring Type Joint (RTJ) · Tongue & Groove (T&G) · Male & Female (M&F) |
| Manufacturing Process | Open-die forging · Rolled ring forging · CNC machined |
| Heat Treatment | Solution annealed at 1066–1121 °C (1950–2050 °F) with rapid quench, per ASTM B462 |
| Surface Finish | Mill finish · Pickled & passivated · Electropolished · Custom Ra per specification |
| Special Services | Sand Blasting (Sa 2.5) · Shot Peening · Electropolishing · IGC (ASTM A262) & PMI testing · Project-specific marking & export packing |
Alloy 20 vs. 316L vs. Incoloy 825 vs. Hastelloy C276
| Property | Alloy 20 (N08020) | 316L SS (S31603) | Incoloy 825 (N08825) | Hastelloy C276 (N10276) |
|---|
| Nickel % | 32–38% | 10–14% | 38–46% | ≥57% |
| Copper % | 3–4% ✓ | None ✗ | 1.5–3% ✓ | None ✗ |
| Molybdenum % | 2–3% | 2–3% | 2.5–3.5% | 15–17% |
| H₂SO₄ Resistance (10–70%) | Excellent | Poor above 10% | Very Good | Excellent |
| H₂SO₄ Resistance (70–98%) | Good (up to ~65°C) | Poor | Good | Excellent |
| HCl Resistance | Moderate | Poor | Moderate | Excellent |
| HNO₃ Resistance | Good (Cr-rich) | Good | Good | Moderate |
| Chloride SCC | Resistant | Susceptible | Resistant | Excellent |
| Stabilised (no PWHT needed) | Yes — Nb ✓ | No (L grade helps) ✓/✗ | Yes — Ti ✓ | Yes — Mo-rich ✓ |
| Relative Cost | Moderate | Low | Moderate-High | Very High |
| Primary Industry Use | H₂SO₄, pharma, electroplating | General process, dairy, pharma | Sour oil & gas, H₃PO₄, H₂SO₄ | HCl, mixed acids, oxidising + reducing |
The pattern: Alloy 20 owns mainstream sulphuric duty at the lowest price; 825 adds margin for hotter mixed acids; C276's 16% molybdenum takes hydrochloric and the harshest reducing chemistry at several times the cost. Name the acid, concentration and temperature in your enquiry and we confirm the economic alloy.
Why Alloy 20 for Acid Service
Purpose-Built for Sulphuric
Copper holds the passive film across the 10–98% concentration range that dissolves stainless — the specific gap this alloy was designed in the 1950s to fill.
Chloride SCC Immunity
At 32–38% nickel, stress corrosion cracking is off the table — acid streams with chloride contamination hold no cracking anxiety.
Nb-Stabilized Welds
Niobium locks the carbon, so the heat-affected zone cannot sensitize — joints enter acid service exactly as welded, with ER320LR filler.
The Border Alloy
Nickel-alloy acid performance at near-stainless fabrication and price — the economic answer between 904L and Hastelloy.
Acid-Plant Paperwork Ready
IGC ASTM A262, PMI, 3.2 witness, solution-anneal records per B462 — the documentation acid-plant projects specify, delivered with the flange.
Welding Alloy 20 — ER320LR and Clean Discipline
Alloy 20 welds with ER320LR / E320LR — the low-residual consumable developed for this alloy, whose controlled phosphorus, sulphur and silicon resist hot cracking in the fully austenitic pool. Low heat input, cool interpass, no preheat, no PWHT; the base metal's niobium keeps the heat-affected zone immune to sensitization, and a post-weld pickle restores the surface where the acid service warrants. Cleanliness is the discipline: sulphur-bearing contamination is the enemy of any high-nickel weld.
Temperature note: Alloy 20's business is wet acid chemistry from ambient to moderate temperatures — code listings run to ~425 °C, but acid-corrosion allowances usually govern far below. For hot chlorides or hydrochloric acid, step up to
Hastelloy C276.
Where Alloy 20 Weld Neck Flanges Are Used
Sulphuric acid plants lead: production, storage, dilution and transfer lines — the alloy's home chemistry. Phosphoric acid and fertilizer complexes follow, then pickling and plating lines, dye and fine-chemical works, pharmaceutical synthesis, battery and electrolyte chemistry, and food-grade acid handling. Our Alloy 20 production below:
Alloy 20 (NiCr20CuMo) Weld Neck Flange — ASME B16.5 / B16.47
Alloy 20 Weld Neck Flange Dimensions (ASME B16.5)
Alloy 20 weld neck flanges share their dimensions with every other material in the same class — OD, thickness, hub, bore, bolt circle and bolting per the standard tables:
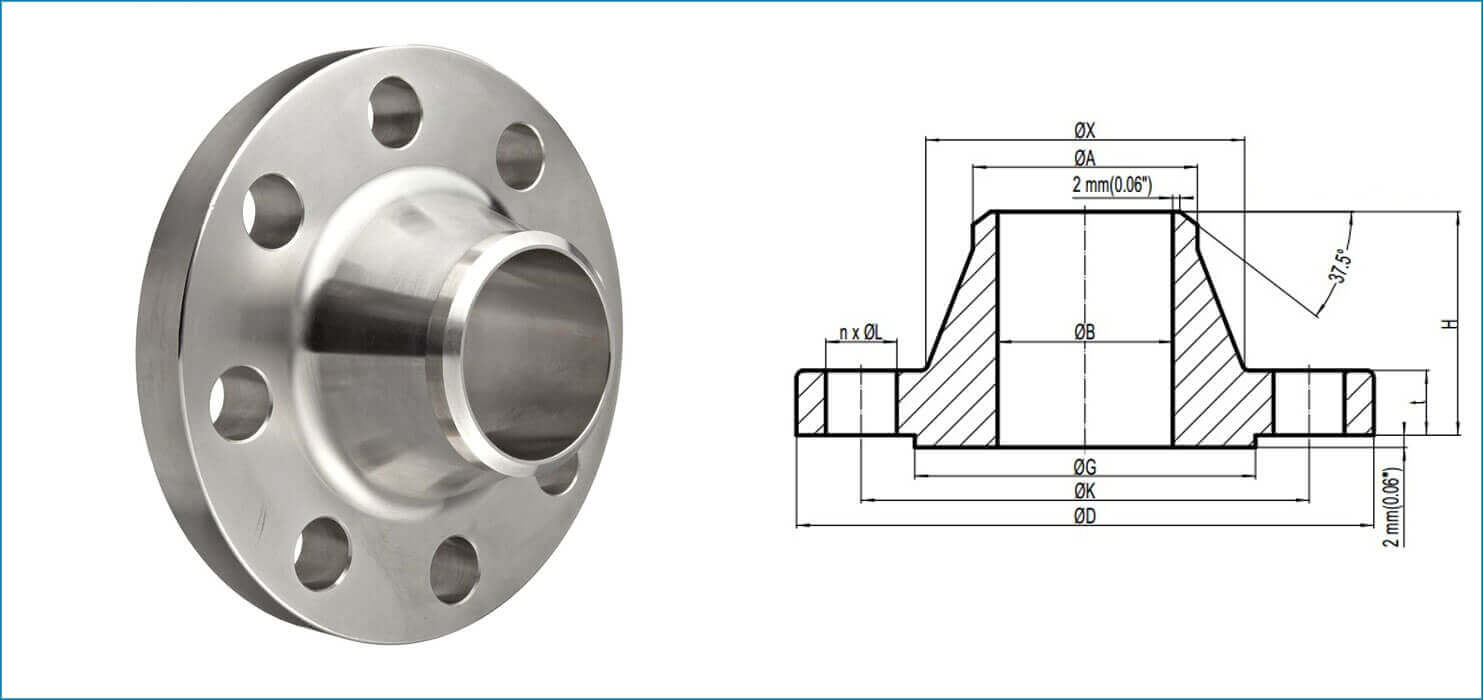
Weld Neck Flange Dimension Nomenclature — ASME B16.5 / B16.47
European PN dimensions are published on the EN 1092-1 Type 11, DIN 2631–2635 and BS 4504 pages.
Price List & How to Order
Alloy 20 pricing tracks nickel and copper plus the testing scope, so we quote live with a stated validity rather than publish a static list. To get a firm quotation, usually within 24 hours:
1
List your requirement — size (NB), class or PN, standard (ASME B16.5 / B16.47 / EN / DIN / BS), grade (Alloy 20 / N08020 / 2.4660), pipe schedule or bore, and quantity.
2
Name the acid & testing scope — acid type, concentration and temperature, plus IGC A262, 3.2 witness or PMI — it lets us confirm Alloy 20 is the economic alloy before you commit.
Alloy 20 Weld Neck Flanges — Frequently Asked Questions
What is an Alloy 20 weld neck flange?
It is a weld neck flange forged from Alloy 20 — the iron-nickel-chromium alloy with deliberate copper and molybdenum, UNS N08020 / 2.4660, known commercially as Carpenter 20 or 20Cb-3. The long tapered hub is butt-welded to the pipe with the bore matched to the pipe schedule, giving a radiographable, fatigue-resistant joint in the alloy that was purpose-built for one job above all: surviving sulphuric acid.
Why is Alloy 20 the sulphuric acid alloy?
Its 3-4% copper stabilizes the passive film in reducing acid exactly where stainless steels lose theirs, and the 32-38% nickel base carries that protection across the notorious middle concentrations. The result is useful resistance to sulphuric acid across roughly the 10-98% range at moderate temperatures — the specific gap the alloy was designed in the 1950s to fill, and the reason acid plants, pickling lines and battery chemistry still specify it by name.
What do Carpenter 20 and 20Cb-3 mean?
They are trade names for the same material: Carpenter 20 and 20Cb-3 from its original producer (the Cb marking the columbium/niobium stabilizer), Nicrofer 3620Nb from European mills, Incoloy 20 in some catalogues. UNS N08020 is the universal designation, 2.4660 the Werkstoff number, and ASTM B462 the forging specification. An enquiry in any of these lands on the product on this page.
Is Alloy 20 a stainless steel or a nickel alloy?
It sits deliberately on the border. With 32-38% nickel on an iron base it is classed among the nickel-iron-chromium alloys — specified under ASTM's B-series like the nickel alloys — yet it fabricates and prices closer to a super austenitic stainless. That border position is its commercial logic: near-nickel-alloy acid performance without full nickel-alloy cost.
What is the difference between Alloy 20 and 316L?
Different missions. 316L's 2-3% molybdenum handles mild chlorides but its acid resistance collapses in sulphuric above roughly 10% concentration. Alloy 20 triples the nickel, adds copper and niobium, and holds useful rates across nearly the full sulphuric range. It also brings genuine chloride SCC immunity, which no lean austenitic offers. Where 316L serves general duty, Alloy 20 is a specialist — bought when the acid says so.
When should I choose Alloy 20 versus Incoloy 825 or Hastelloy C276?
By chemistry and budget. Alloy 20 owns mainstream sulphuric acid duty at the lowest price of the three. Incoloy 825 adds nickel and titanium stabilization for hotter, more mixed acid environments. Hastelloy C276's 16% molybdenum handles hydrochloric acid, hot chlorides and the harshest reducing conditions — at several times the cost. We supply all three; naming the acid, concentration and temperature in the enquiry lets us confirm the economic alloy.
What does niobium stabilization do in Alloy 20?
The niobium (columbium) addition — at least eight times the carbon content — locks carbon into stable NbC carbides, so welding cannot strip chromium from grain boundaries. Welded joints therefore resist intergranular corrosion as-welded, with no post-weld anneal: essential in acid service, where a sensitized heat-affected zone would be attacked preferentially along the very line the fabricator just created.
What is the chemical composition of Alloy 20?
Per ASTM B462: nickel 32.0 to 38.0%, chromium 19.0 to 21.0%, copper 3.0 to 4.0%, molybdenum 2.0 to 3.0%, niobium at eight times carbon up to 1.00%, carbon 0.07% max, manganese 2.00% max, silicon 1.00% max, balance iron. The copper is the sulphuric-acid element, the high nickel the SCC insurance, and the niobium the weld protection.
What are the mechanical properties of Alloy 20 flanges?
Per ASTM B462 in the annealed condition: tensile strength 551 MPa (80 ksi) minimum, 0.2% proof stress 241 MPa (35 ksi) minimum, elongation 30% minimum, hardness typically 217 HB or below. Physical constants: density 8.08 g/cm³, melting range 1357-1412 °C, elastic modulus 196 GPa. The solution-annealed condition — 1066 to 1121 °C with rapid quench — is documented on every certificate.
Which pipe and fittings do Alloy 20 weld neck flanges mate with?
ASTM B729 seamless and welded Alloy 20 pipe is the standard partner, with ASTM B366 WP20CB butt-weld fittings and B463 plate completing the system. The weld neck bore is machined to the pipe schedule you state, so the bore runs flush through the joint and the bevel arrives ready for a matched-chemistry butt weld.
How are Alloy 20 flanges welded to pipe?
With ER320LR / E320LR filler — the low-residual consumable developed for this alloy — using low heat input, cool interpass temperatures and no PWHT. The fully austenitic weld pool needs the LR grade's controlled residuals to resist hot cracking, and the base metal's niobium keeps the heat-affected zone immune to sensitization. Standard practice otherwise: no preheat, clean joint preparation, post-weld pickling where the acid service warrants.
What temperature range can Alloy 20 flanges be used in?
Alloy 20's working territory is wet corrosive chemistry from ambient to moderate temperatures — code listings run to about 425 °C, though acid-service corrosion allowances usually govern well below that. It is not a creep-range material; its business is the acid plant, not the fired heater. At the cold end the austenitic structure keeps full toughness.
Is Alloy 20 resistant to chloride stress corrosion cracking?
Effectively yes — SCC resistance rises steeply with nickel, and at 32-38% nickel Alloy 20 sits far above the threshold where austenitic stainless cracks. That lets it serve acid streams contaminated with chlorides, cooling-water-adjacent details and coastal plants without the cracking anxiety that shadows 316L in the same duty.
What testing and certification do you supply with Alloy 20 flanges?
Every lot ships with EN 10204 3.1 mill test certificates covering chemical analysis — including copper, niobium and the stabilization ratio — mechanical properties and the solution-anneal record, with 3.2 certification witnessed by Lloyd's, DNV, BV or TÜV on request. We also offer intergranular corrosion testing to ASTM A262, PMI verification, hydrostatic testing and dye-penetrant examination to project specifications, with full heat-number traceability.
Where are Alloy 20 weld neck flanges used?
Sulphuric acid plants above all — production, storage, dilution and transfer lines — plus phosphoric acid and fertilizer complexes, pickling and plating lines, dye and fine-chemical works, pharmaceutical synthesis, battery and electrolyte chemistry, and food-grade acid handling. Wherever the process sheet says sulphuric and the stainless ladder has run out, Alloy 20 is the named answer.
What sizes and standards do you manufacture Alloy 20 weld neck flanges in?
From 1/2 inch NB to 60 inch NB: ASME B16.5 Class 150 to 2500 up to 24 inch, ASME B16.47 Series A and B above, and European PN 6 to PN 400 patterns to EN 1092-1, DIN and BS 4504. Raised face is standard, with flat face, RTJ, tongue-and-groove and male-female facings on request, and every bore is machined to the mating pipe schedule from Sch 10 through XXS.
Do you keep Alloy 20 weld neck flanges in stock? What is the lead time?
Alloy 20 moves in project quantities, so common acid-plant sizes in Class 150 and 300 rotate through production with popular items often available, while larger diameters, higher classes and witness-tested lots are forged to order — typically 4 to 6 weeks given the specialised melt. Prices track nickel and copper, so quotations carry a validity period — send the size list and we confirm the stock position the same day.
Do you export Alloy 20 flanges outside India?
Yes. Tesco Steel & Engineering is an ISO 9001:2015 certified manufacturer based in Mumbai, and Alloy 20 flanges ship to acid plant, fertilizer and chemical projects across the Middle East, Europe, Africa, Southeast Asia and the Americas. Flanges travel pickled, face-protected and seaworthy-packed, with full heat-number and test traceability.

