

Tesco Steel & Engineering manufactures 304 stainless steel flanges — the world's most-specified 18/8 austenitic stainless flange grade, made to ASTM A182 F304 / F304L / F304H (UNS S30400 / S30403 / S30409). 18% chromium and 8% nickel give a self-healing passive film, full austenitic toughness from −196 °C to 870 °C, non-magnetic response and excellent weldability. Available in weld neck, slip-on, blind, socket-weld, threaded, long weld neck, lap-joint, spectacle blind, plate and orifice types to ASME B16.5 / B16.47. NPS 1/2″ to 60″, Class 150 to 2500, PN10 to PN400. ISO 9001:2015 certified. Made in India.

SS 304 (ASTM A182 F304) Flanges

SS 304 Blind & Weld Neck Flanges
Every Tesco 304 flange is forged from ASTM A182 F304 / F304L / F304H, solution-annealed after forging to restore the austenitic structure, and CNC-machined to ASME B16.5 / B16.47 tolerances — supplied with EN 10204 3.1 mill test reports as standard. Explore the wider stainless steel flange range, SS 316 flanges, SS 304L flanges, and the flange dimension charts.
| Parameter | Details |
|---|---|
| Grade | SS 304 / SS 304L / SS 304H |
| UNS Number | S30400 (304) / S30403 (304L) / S30409 (304H) |
| Forged Flange Standard | ASTM A182 Grade F304 / F304L / F304H |
| Common Name | 18/8 Stainless Steel (18% Cr, 8% Ni nominal) |
| Flange Types | Weld Neck (WNRF/WNFF/WNRTJ), Slip-On (SORF/SOFF), Blind, Socket Weld, Threaded, Long Weld Neck, Lap Joint, Spectacle Blind, Plate, Orifice |
| Size Range | NPS 1/2″ to NPS 60″ (DN 15 to DN 1500) |
| Pressure Classes | ASME Class 150, 300, 600, 900, 1500, 2500 |
| DIN / EN Pressure Ratings | PN 10, 16, 25, 40, 64, 100, 160, 250, 320, 400 |
| Face Types | Raised Face (RF), Flat Face (FF), Ring Type Joint (RTJ) |
| Dimensional Standards | ASME B16.5 (1/2″–24″), B16.47 Series A & B (26″–60″), DIN 2573–2638, EN 1092-1, JIS B2220 |
| Max Continuous Service Temp | 870 °C (1600 °F); intermittent to 925 °C. Use 304H above 550 °C for creep resistance. |
| Cryogenic Service | Suitable to −196 °C (LN₂) — no ductile-to-brittle transition |
| Testing | Hydrostatic, PMI, IGC test (ASTM A262), UT, MT, PT, radiography per spec |
| Documentation | EN 10204 3.1 Mill TC, hydrostatic test certificate, dimensional inspection report |
| Element | SS 304 (S30400) | SS 304L (S30403) | SS 304H (S30409) |
|---|---|---|---|
| Chromium (Cr) | 18.00–20.00% | 18.00–20.00% | 18.00–20.00% |
| Nickel (Ni) | 8.00–10.50% | 8.00–12.00% | 8.00–10.50% |
| Carbon (C) | 0.080% max | 0.030% max — prevents sensitisation | 0.04–0.10% — creep strength |
| Manganese (Mn) | 2.00% max | 2.00% max | 2.00% max |
| Silicon (Si) | 0.75% max | 0.75% max | 0.75% max |
| Phosphorus (P) | 0.045% max | 0.045% max | 0.045% max |
| Sulfur (S) | 0.030% max | 0.030% max | 0.030% max |
| Nitrogen (N) | 0.10% max | 0.10% max | — |
| Iron (Fe) | Balance | Balance | Balance |
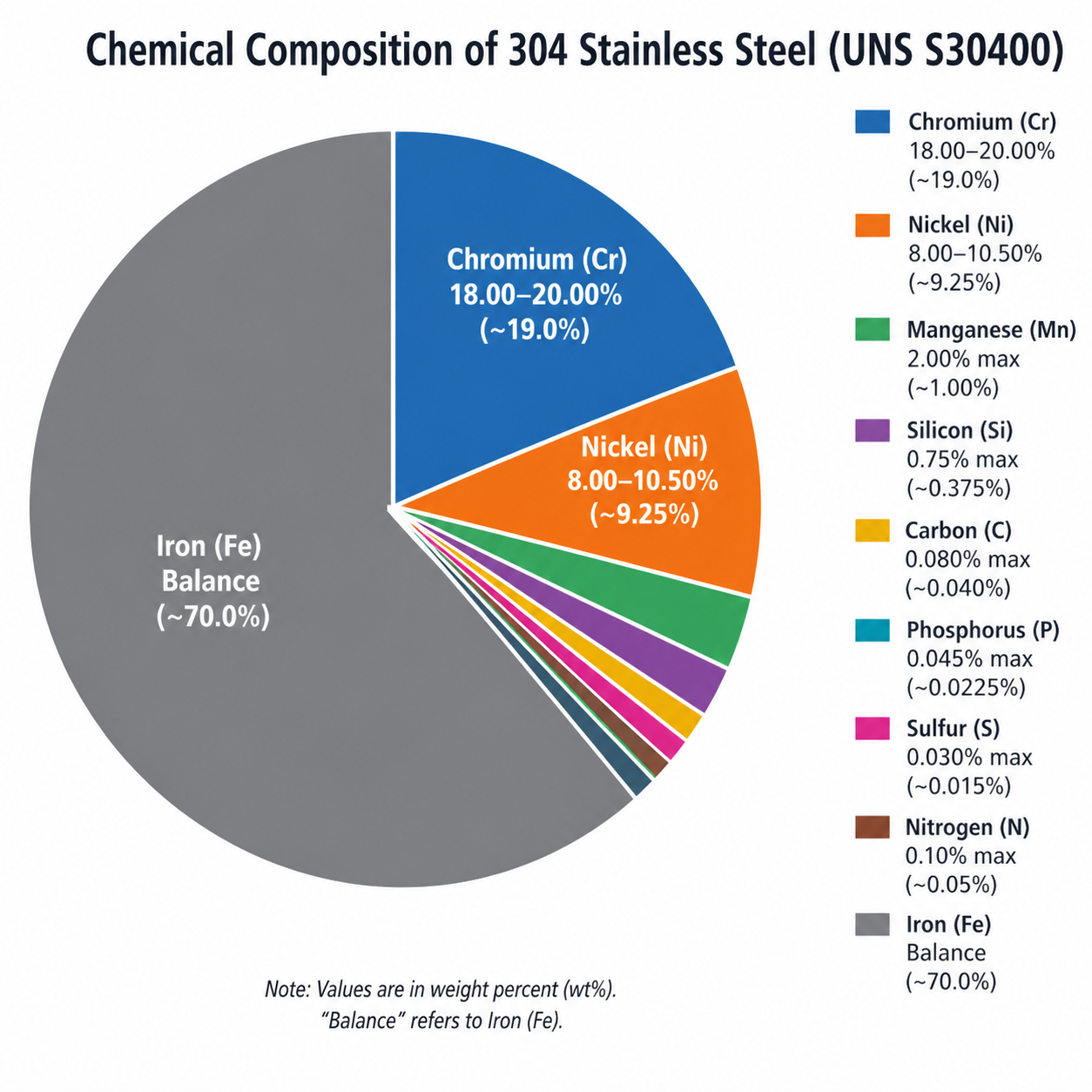
SS 304 Chemical Composition & Mechanical Properties (UNS S30400)
| Property | SS 304 (F304) | SS 304L (F304L) | SS 304H (F304H) |
|---|---|---|---|
| Tensile Strength (min) | 515 MPa (75 ksi) | 485 MPa (70 ksi) | 515 MPa (75 ksi) |
| 0.2% Yield Strength (min) | 205 MPa (30 ksi) | 170 MPa (25 ksi) | 205 MPa (30 ksi) |
| Elongation (min) | 40% | 40% | 40% |
| Hardness (max) | 92 HRB / 201 HB | 92 HRB / 201 HB | 92 HRB / 201 HB |
| Density | 8.00 g/cm³ | 8.00 g/cm³ | 8.00 g/cm³ |
| Magnetic Response | Non-magnetic (annealed); slightly magnetic after cold work | Non-magnetic (annealed) | Non-magnetic (annealed) |
| Key Characteristic | General-purpose — balanced corrosion & weldability | Lower strength; best for welded assemblies | Higher C for creep strength above 550 °C |
| Standard | 304 | 304L | 304H |
|---|---|---|---|
| UNS (USA) | S30400 | S30403 | S30409 |
| ASTM / ASME (Flanges) | A182 F304 | A182 F304L | A182 F304H |
| EN / W. Nr. (Europe) | 1.4301 / X5CrNi18-10 | 1.4307 / X2CrNi18-9 | 1.4948 / X6CrNi18-10 |
| JIS (Japan) | SUS304 | SUS304L | SUS304J1 |
| IS (India) | IS 6911 Gr. 04Cr18Ni10 | IS 6911 Gr. 02Cr18Ni11 | IS 6911 Gr. 07Cr18Ni10 |
| GOST (Russia) | 08X18H10 | 03X18H11 | 08X18H10 |
| BS (UK, old) | 304S31 | 304S11 | 304S51 |
| GB (China) | 0Cr18Ni9 | 00Cr19Ni10 | 0Cr19Ni9 |
| Flange Type | Standard | Key Features & 304-Specific Use |
|---|---|---|
| Weld Neck (WNRF/WNFF/WNRTJ) | ASME B16.5 / B16.47 | Long tapered hub butt-welded to pipe; highest-integrity joint for Class 600–2500 and cyclic service. Use F304L filler to prevent HAZ sensitisation. Most common 304 type in chemical, cryogenic and pharma plants. |
| Slip-On (SORF/SOFF) | ASME B16.5 | Slips over pipe with two fillet welds; lower cost, easier alignment. Class 150–600 water, dairy, food, HVAC. Specify 304L to prevent HAZ sensitisation at the fillet welds. |
| Blind Flange | ASME B16.5 / B16.47 | Solid disc to blank off a pipe end or vessel nozzle; common in chemical, water and food plants needing access or pressure testing. All classes to 2500#. |
| Socket Weld (SWRF) | ASME B16.5 | Pipe inserted into socket bore with a single fillet weld; small-bore (1/2″–2″) Class 3000–9000 high-pressure pharma, instrumentation and injection lines. |
| Threaded (Screwed) | ASME B16.5 | NPT/BSP threads, no welding; 1/2″–4″ Class 150–300 low-pressure steam, water and gas utility — brewery, food and instrument connections. |
| Long Weld Neck (LWN) | ASME B16.5 / B16.11 | Extended hub acts as an integral nozzle; replaces a short pipe nipple on vessel and exchanger nozzles. Common for pharma vessel nozzles and reactor outlets. |
| Lap Joint (LJ) | ASME B16.5 | Used with a stub end; rotates freely for easy bolt-hole alignment and frequent dismantling — common in dairy and food-grade piping for cleaning access. |
| Spectacle Blind | ASME B16.48 | Figure-8 plate (solid blind + open spacer) rotated for isolation during maintenance; standard in chemical plants for shutdown isolation. |
For full dimensional data by flange type and class, see Flange Dimensions.
| Property | SS 304 | SS 304L | SS 304H | SS 316L |
|---|---|---|---|---|
| Carbon Content | ≤ 0.08% | ≤ 0.030% | 0.04–0.10% | ≤ 0.030% |
| Molybdenum (Mo) | None | None | None | 2.00–3.00% |
| Tensile Strength (min) | 515 MPa | 485 MPa | 515 MPa | 485 MPa |
| Yield Strength (min) | 205 MPa | 170 MPa | 205 MPa | 170 MPa |
| PREN (Pitting Resistance) | ~18–20 | ~18–20 | ~18–20 | ~24–26 |
| Sensitisation Risk (Welding) | Moderate (425–870 °C) | Very low — low C | Higher (for high-temp, not welds) | Very low — low C |
| Chloride / Seawater Resistance | Limited (pits above ~200 ppm Cl⁻) | Limited (same as 304) | Limited (same as 304) | Good — Mo improves Cl⁻ resistance |
| High-Temp Creep (>550 °C) | Moderate | Lower | Best | Moderate |
| Cryogenic (to −196 °C) | Excellent | Excellent | Excellent | Excellent |
| Relative Cost | Base (lowest) | Slightly higher | Similar to 304 | ~20–30% higher |
| Best Suited For | General: food, pharma, water, chemical (non-Cl) | Welded vessels, exchangers, piping | High-temp boilers & vessels | Marine, offshore, high-chloride |
| Standard | Scope |
|---|---|
| ASTM A182 / ASME SA-182 | Forged or rolled stainless pipe flanges — Grade F304, F304L, F304H |
| ASME B16.5 | Pipe flanges & flanged fittings NPS 1/2–24, Class 150–2500 |
| ASME B16.47 | Large-diameter steel flanges NPS 26–60 (Series A & B) |
| ASME B16.48 | Line blinds (spectacle blinds, spacers, blanks) |
| ASME B16.20 / B16.21 | Metallic and nonmetallic gaskets for pipe flanges |
| EN 1092-1 | Circular flanges for pipes (European standard) |
| DIN 2573 / 2576 / 2631–2638 | German DIN flanges — PN 6 through PN 400 |
| JIS B2220 | Japanese steel pipe flanges — 5K through 30K |
| ASTM A262 | Intergranular attack (sensitisation) testing — specify Practice E (Strauss) for 304L welds |
| ASME B31.3 / Sec. VIII / PED 2014/68/EU | Process piping & pressure vessel design codes governing 304 flange selection |
| Base Metal | Filler (GTAW/GMAW) | Electrode (SMAW) | Notes |
|---|---|---|---|
| 304 to 304 | ER308 / ER308L | E308-16 / E308L-16 | ER308L preferred to minimise HAZ sensitisation |
| 304L to 304L | ER308L | E308L-16 | Low-carbon filler mandatory |
| 304H to 304H | ER308H | E308H-16 | High-carbon filler for creep-strength match >550 °C |
| 304 / 304L to Carbon Steel | ER309L | E309L-16 | Dissimilar weld — 309L buffer layer |
Post-weld heat treatment of 304 is generally not recommended — if sensitisation has occurred, the correct remedy is solution annealing at 1040–1150 °C with rapid quench, not stress-relief annealing (which holds the part in the sensitisation range).

304 SS Flanges Across Process Industries
| Industry | Typical Application | Sub-Grade Recommended |
|---|---|---|
| Food & Beverage | Dairy piping, brewing tanks, juice lines, CIP headers | F304L (welded) or F304 (machined/threaded) |
| Pharmaceutical & Biotech | WFI distribution, API process piping, fermentation nozzles | F304L electropolished (Ra ≤ 0.5 µm); critical pharma often 316L |
| Water Treatment | Potable water pipelines, desalination pre-treatment | F304 / F304L (fresh water); 316L for seawater/brackish |
| Chemical Processing | Acetic, phosphoric, dilute nitric acid; caustic; reactor nozzles | F304 (verify concentration/temp; not for HCl) |
| Cryogenic & LNG | LN₂, LOX and LNG transfer lines to −196 °C; cold-box joints | F304 / F304L (no ductile-to-brittle transition) |
| Power Generation | Feedwater heater nozzles, steam extraction, condenser water boxes | F304H above 550 °C; F304 below 550 °C |
| Oil & Gas (Onshore) | Sweet gas processing, metering, utility & instrument air piping | F304L (welded); 316L in chloride environments |
| Pulp & Paper | White liquor & low-chloride bleach plant piping | F304 / F304L; 316L or duplex for chlorinated stages |
| HVAC & Architecture | Chilled/hot water distribution, building mechanical systems | F304 (indoor non-corrosive) |
| Semiconductor | Ultra-pure water (UPW) and clean-room chemical handling | F304L electropolished |
Forged from ASTM A182 F304/F304L/F304H and solution-annealed to restore the fully austenitic structure and corrosion resistance.
No ductile-to-brittle transition — the standard flange grade for LN₂, LOX and LNG service.
100% inspection to ASME B16.5 / B16.47 — OD, bolt circle, bore, hub and face finish verified.
WNRF, SORF, blind, socket-weld, threaded, LWN, lap-joint, spectacle blind, plate and orifice — in RF, FF and RTJ faces.
EN 10204 3.1 mill test reports, PMI, IGC (ASTM A262), hydrostatic test and TPI on request.
Made to ASME B16.5/B16.47, EN 1092-1, DIN and JIS — exported worldwide with full documentation.
Tesco Steel & Engineering keeps ready stock of standard 304 and 304L flanges in common sizes (NPS 1/2″–24″, Class 150/300/600) for fast delivery. Larger sizes, higher classes, 304H and special faces/finishes are made to order in typically 2–4 weeks. For a competitive quotation, please share:
Click Send Inquiry or message us on WhatsApp at +91 92233 66922 for current pricing and stock availability.
Q1. What is 304 stainless steel?
SS 304 (UNS S30400) is the most widely produced austenitic stainless steel, containing 18% chromium and 8% nickel ("18/8 stainless"). The chromium forms a self-healing passive oxide film for corrosion resistance, while nickel stabilises the non-magnetic austenitic structure and gives excellent toughness from −196 °C to 870 °C. It is governed by ASTM A182 Grade F304 for forged flanges.
Q2. What is the difference between 304 and 304L flanges?
The only compositional difference is carbon: 304 has max 0.08%, 304L max 0.030%. When 304 is welded, the HAZ reaches 425–870 °C and chromium carbides precipitate at grain boundaries (sensitisation), causing intergranular corrosion susceptibility. 304L's ultra-low carbon prevents this, making it preferred for welded assemblies, at a slightly lower yield (170 vs 205 MPa).
Q3. What is the difference between 304 and 316 flanges?
SS 316 adds 2–3% molybdenum to the 304 composition, greatly improving pitting and crevice resistance in chlorides. PREN is ~18–20 for 304 versus ~24–26 for 316. Specify 316L wherever seawater, brackish water, coastal atmospheres or halide chemicals are present. 316 costs about 20–30% more than 304.
Q4. When should I specify 304H instead of 304?
Specify ASTM A182 F304H (UNS S30409) when the design temperature continuously exceeds 550 °C. Its higher carbon (0.04–0.10%) improves creep rupture strength, and ASTM A182 requires grain size ASTM No. 7 or coarser. Typical uses: boiler superheater headers, high-temperature furnace piping. Do not use 304H for welded joints in corrosive service.
Q5. Are 304 stainless steel flanges magnetic?
In the fully annealed condition they are non-magnetic. Cold working (machining, forming, drilling) can transform some austenite to ferromagnetic martensite, so machined 304 flanges may show weak magnetic attraction. This is not a defect and does not affect corrosion resistance. For complete non-magnetic response, specify a fully annealed condition or consider 316L.
Q6. Can 304 flanges be used in cryogenic service?
Yes. SS 304 and 304L suit cryogenic service to −196 °C. The austenitic structure has no ductile-to-brittle transition, retaining toughness at all sub-zero temperatures — standard for liquid nitrogen, liquid oxygen and LNG (−162 °C). Special cryogenic impact testing is generally not required.
Q7. What does ASTM A182 F304 mean for a flange?
ASTM A182 is the specification for forged or rolled alloy and stainless pipe flanges, fittings and valve parts for high-temperature service. The F304 suffix denotes material equivalent to UNS S30400. A flange marked ASTM A182 F304 was made from qualified material, solution annealed to restore the austenitic structure, and tested to minimum mechanical properties. F304L and F304H are the low- and high-carbon variants.
Q8. Can 304 flanges be used in seawater?
No. Seawater has 15,000–35,000 ppm chlorides, far above the ~200 ppm threshold at which 304 pits, so it will corrode within weeks to months. Use 316L for moderate exposure, Duplex 2205 (PREN ~35) for offshore, or Super Duplex 2507 (PREN ~42) for warm seawater; Monel 400 and Titanium Gr. 2 are also used.
Q9. What is a 304/304L dual-certified flange?
It is made from material that meets both the 304L composition (C ≤ 0.030%) and the 304 mechanical properties (yield ≥ 205 MPa, tensile ≥ 515 MPa), so it can be marked as both F304 and F304L. This lets welded flanges carry the 304L corrosion designation while the engineer takes full 304 strength credit in pressure design.
Q10. What is the IGC test for 304 stainless steel?
IGC is the Intergranular Corrosion test, verifying a component is not sensitised. For 304/304L the standard is ASTM A262 — commonly Practice B (ferric sulphate–sulfuric acid) or Practice E (copper–copper sulfate–sulfuric acid, the Strauss test). Practice E is most often specified for welded 304L piping in chemical and pharmaceutical industries.
Q11. What affects the price of 304 stainless steel flanges?
Price depends on nickel and chromium market rates, flange size and pressure class, sub-grade, order quantity, certification scope (3.1 with PMI/hydrostatic/IGC adds cost) and lead time. Request a quote from Tesco for current pricing against your exact specification.